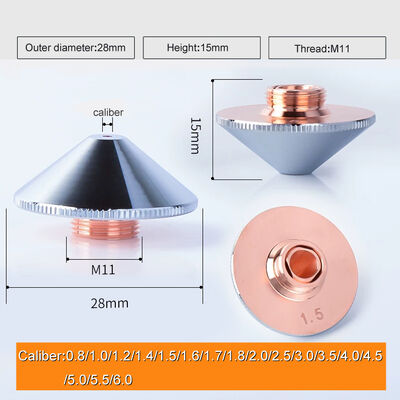
OCP-150 Nozzle Plasma Obor 0409-2176, 0409-2183, 0409-1218, Plasma Elektroda Kami adalah produsen profesional bahan habis pakai pemotong plasma.
1. Dapat menyediakan berbagai model elektroda Consumables plasma, nozzle, perisai, cincin pusaran, topi bagian dalam, penahan topi, tabung air, tubuh obor dan sebagainya.
2. Dapat membuat sesuai kebutuhan pelanggan. Hampir Setiap Bagian Memiliki Banyak Stok.
3. kontrol kualitas yang ketat. Produk kami diproses menggunakan mesin CNC, kami memiliki lima belas set peralatan pengujian presisi tinggi dan Delapan puluh pekerja terampil yang berpengalaman.
4. Selamat datang untuk menghubungi kami. Anda Dapat Mengirim E-Mail, Skype, WhatSapp, Wechat atau Hubungi kami kepada kami.
5. kemasan luar: karton standar ekspor.
6. Memiliki pertanyaan, jangan ragu untuk memberitahu kami.
LAYANAN
* Dapat membuat sesuai sampel atau ukuran instalasi Anda.
* Menyediakan Layanan OEM.
* Dapat dikemas sesuai permintaan Anda.
Faq: Q1: Bisakah saya mendapatkan sampel gratis untuk memeriksa kualitas?
A: Tentu, kami dapat menyediakan sampel gratis tetapi Anda perlu menanggung biaya ekspres sendiri.
Q2: Apakah saya akan membayar biaya operator?
A: Ya, Anda akan membayar biaya ekspres atau akun Anda OK.
Q3: Dapatkah saya menambahkan merek dagang saya pada produk saya?
A: Ya, kami membutuhkan sertifikat otorisasi Anda.
| 0409-2194 | Elektroda (W15), N2 Ar / H2 (XF) |
| 0408-1283 | O-Ring ø 8 x 1,25 Nitrile |
| 0409-2209 | Cincin pusaran (NL), N2 Ar / H2 |
| 0409-2168 | O-Ring ø 10 x 3 Silikon |
| 0409-2231 | Tip 15A (N15), N2 |
| 0409-2233 | Tip 30A (N30), N2 |
| 0409-2234 | Tip 40A (N40), N2 |
| 0409-2236 | Tip 60A (N60), N2 |
| 0409-2239 | Tip 90A (N90), N2 |
| 0409-2240 | Tip 120A (N120), N2 |
| 0409-2249 | Tip 90A (A90), Ar / H2 |
| 0409-2250 | Tip 120A (A120), Ar / H2 |
| 0409-2110 | Tutup penahan nozzle N2 Ar / H2 |
| 0409-2187 | O-Ring ø 14 x 1,78 EPDM |
| 0409-2188 | O-Ring ø 37,8 x 1,78 Nitrile |
| 0409-2189 | O-Ring ø 42,5 x 2,62 Nitrile |
| 0408-1238 | O-Ring ø 5,28 x 1,78 Nitrile |
| 0408-1282 | O-Ring ø 36,17 x 2,62 Nitrile |
| 0408-1284 | O-Ring ø 24 x 2 Nitrile |
| 0409-2154 | Difusor |
| 0409-2184 | Elektroda dengan 1 o-ring, umur panjang - Hf |
| 0408-1283 | O-Ring ø 8 x 1,25 Nitrile |
| 0409-1204 | Umur elektroda panjang - HX5 (XF) Air |
| 0409-2185 | Umur elektroda panjang - HX5 (XF) O2 |
| 0409-2185 | Umur panjang elektroda - HX5 Silver |
| 0409-2170 | Cincin pusaran OCP VD6 - 60A |
| 0409-2169 | Cincin pusaran OCP VD15 - 120A |
| 0409-2168 | O-Ring ø 10 x 3 Silikon |
| 0409-2171 | Tip 15A |
| 0409-2173 | Tip 30A |
| 0409-2174 | Tip 40A |
| 0409-2176 | Tip 60A |
| 0409-2183 | Tip 90A |
| 0409-2186 | Tip 120A |
| 0409-1218 | Tip 150A |
| 0409-2166 | Tutup penahan nozzle |
| 0409-2167 | O-Ring ø 15 × 1.78 EPDM |
Masalah mesin pemotong plasma perlu diperhatikan
Dukungan teknis:
Pemilihan parameter pemotongan mesin pemotong plasma CNC sangat penting untuk kualitas pemotongan, kecepatan potong, dan efisiensi. Penggunaan mesin plasma CNC yang benar untuk parameter proses pemotongan cepat dan berkualitas tinggi harus dipahami dan dikuasai secara mendalam.
Pertama, memotong arus: ini adalah parameter proses pemotongan yang paling penting, langsung menentukan ketebalan dan kecepatan pemotongan, yaitu, kemampuan memotong. Efek: 1, memotong kenaikan arus, peningkatan energi busur, kemampuan memotong, kecepatan potong meningkat; 2, memotong arus meningkat, meningkatkan diameter kasar busur variabel membuat lebar sayatan; 3, memotong duta besar saat ini ke nozzle meningkatkan beban panas, kerusakan prematur nozzle, kualitas pemotongan penurunan alami, bahkan tidak dapat memotong normal. Jadi arus pemotongan dan nosel yang sesuai harus dipilih sesuai dengan ketebalan bahan sebelum memotong.
1, argon pada suhu tinggi dan hampir tidak ada reaksi terhadap logam apa pun, busur plasma argon sangat stabil. Nozzle dan elektroda yang digunakan memiliki masa pakai yang tinggi. Tetapi tegangan busur plasma argon rendah, nilai entalpi tidak tinggi, kemampuan memotong terbatas, dan ketebalan pemotongan akan berkurang sekitar 25% dibandingkan dengan udara. Selain itu, tegangan permukaan logam cair lebih besar dari yang ada di lingkungan gas nitrogen, yang sekitar 30% lebih tinggi daripada di lingkungan gas nitrogen. Bahkan jika penggunaan argon dan campuran gas lainnya akan memiliki kecenderungan untuk menempel. Oleh karena itu, pemotongan plasma argon murni jarang digunakan sendirian.
2, hidrogen sering sebagai gas pembantu dan aksi pencampuran gas lainnya, seperti gas H35 yang terkenal (fraksi volume hidrogen adalah 35%, sisa argon) adalah salah satu pemotongan busur plasma gas terkuat, pengayaan utama dalam hidrogen. Karena hidrogen dapat secara signifikan meningkatkan tegangan busur, jet plasma hidrogen memiliki nilai entalpi tinggi, ketika dicampur dengan argon, kemampuan pemotongan jet plasma sangat meningkat. Umumnya lebih dari 70mm ketebalan bahan logam, argon + hidrogen yang biasa digunakan sebagai gas cutting. Jika jet air digunakan untuk mengompres busur argon + hidrogen plasma lebih lanjut, efisiensi pemotongan yang lebih tinggi dapat diperoleh.
3, nitrogen digunakan sebagai gas kerja, di bawah kondisi tegangan yang lebih tinggi dan busur plasma nitrogen memiliki stabilitas yang lebih baik dan lebih tinggi dari tenaga jet gas argon, bahkan jika memotong bahan viskositas logam cair seperti stainless steel dan paduan dasar nikel, sayatan kuantitas terak gantung rendah sedikit. Nitrogen dapat digunakan sendiri, juga dapat digunakan dengan campuran gas lainnya, seperti pemotongan otomatis sering menggunakan udara atau nitrogen sebagai gas yang bekerja, gas telah menjadi standar kecepatan tinggi memotong gas baja karbon. Terkadang nitrogen juga digunakan sebagai gas busur dalam pemotongan busur plasma.
4, oksigen dapat meningkatkan kecepatan memotong bahan baja karbon rendah. Gunakan pemotongan oksigen, mode pemotongan dan pemotongan api sangat mirip, busur plasma suhu tinggi dan energi tinggi dari kecepatan pemotongan lebih cepat, tetapi harus dengan penggunaan ketahanan oksidasi suhu tinggi dari elektroda, dan elektroda untuk busur perlindungan dampak anti, untuk memperpanjang umur elektroda.
5, udara yang mengandung fraksi volume sekitar 78% nitrogen, jadi gunakan pemotongan udara yang dibentuk oleh slag gantung dan pemotongan gas nitrogen sangat mirip; di udara juga mengandung fraksi volume sekitar 21% oksigen, karena keberadaan oksigen, kecepatan pemotongan udara dari bahan baja karbon rendah juga sangat tinggi; pada saat yang sama udara adalah gas yang bekerja paling ekonomis. Namun, ketika udara digunakan untuk memotong, ada masalah seperti menggantung terak dan memotong oksidasi, meningkatkan nitrogen, dan umur elektroda dan nosel yang lebih rendah juga dapat mempengaruhi efisiensi kerja dan biaya pemotongan.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!