Mesin pemotong plasma, mesin pemotong HSD130, cap Shield 220532
Shanghai ZhouBo Welding & Cutting Technology Company adalah produsen profesional bahan habis pakai pemotong plasma, Perusahaan kami terletak di Kota Shanghai, Cina, didirikan pada tahun 2007,tapi kami memiliki 10 tahun pengalaman manufaktur di bidang ini, pabrik baru meliputi area lebih dari 10000 meter persegi.Ada 50-100 pekerja dan 20 insinyur penelitian.
FAQ:
Q1: Dapatkah saya mendapatkan sampel gratis untuk memeriksa kualitas?
A: Tentu, kami dapat memasok sampel gratis tapi Anda perlu menanggung biaya ekspres sendiri.
T2: Apakah saya mampu membayar biaya operator?
A: Ya, Anda akan membayar biaya ekspres atau akun Anda OK.
T3: Dapatkah saya menambahkan merek dagang saya pada produk saya?
A: Ya, kami membutuhkan sertifikat otorisasimu.

| Mesin |
HEC NO. |
REF Tidak. |
Deskripsi |
|
HSD 130
|
H03528 |
220528 |
Elektrode, ((Air) 45/ ((Oxygen) 50Amp |
| H02487 |
220487 |
Elektrode, ((Air) 130/ ((Oxygen) 130Amp |
| H03415 |
220415 |
Elektrod, 130Amp (N2,H35) |
| H73529 |
220529 |
Swirl Ring, ((Air) 45/ ((Oxygen) 50Amp |
| H72488 |
220488 |
Swirl Ring, udara 130/oksigen 130 ampere |
| H13525 |
220525 |
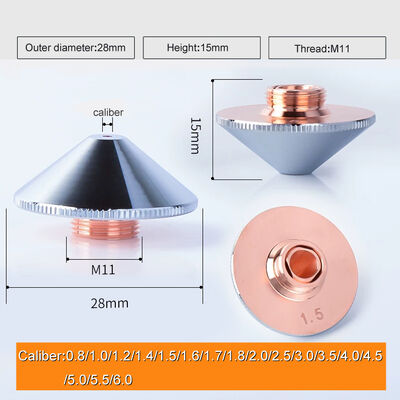
Nozzle, 45Amp (udara) |
| H13530 |
220530 |
Nozzle, 50Amp (oksigen) |
| H13492 |
220492 |
Nozzle, 130Amp (udara) |
| H13489 |
220489 |
Nozzle, 130Amp (oksigen) |
| H13535 |
220535 |
Nozzle,130Amp (N2,H35) |
| H33578 |
220578 |
Catatan atas 45/50/130Amp (udara, oksigen) |
| H33534 |
220534 |
Batas pengendalian 45/130Amp (N2 dan F5,H35) |
| H2O |
220532 |
Perisai, udara 45/oksigen 50 ampere |
| H22536 |
220536 |
Perisai, 130Amp (udara) |
| H22491 |
220491 |
Perisai, 130Amp (oksigen) |
| H03415 |
220415 |
Elektrod, 130Amp (N2,H35) |
| H03535 |
220535 |
Nozzle,130Amp (N2,H35) |
| H33534 |
220534 |
Batas pengendalian 45/130Amp (N2 dan F5,H35) |
Dukungan Teknis:
A
Masalah mesin pemotong plasma yang membutuhkan perhatian
Pemilihan parameter pemotongan mesin pemotong plasma CNC sangat penting untuk kualitas pemotongan, kecepatan pemotongan dan efisiensi.Penggunaan mesin plasma CNC yang benar untuk pemotongan cepat berkualitas tinggi, parameter proses pemotongan harus dipahami dan dikuasai secara mendalam.
1, arus pemotongan: ini adalah parameter proses pemotongan yang paling penting, secara langsung menentukan ketebalan pemotongan dan kecepatan, yaitu kemampuan pemotongan.peningkatan energi busur, kemampuan pemotongan, kecepatan pemotongan meningkat; 2, pemotongan peningkatan arus, meningkatkan diameter busur busur variabel kasar membuat lebar sayatan; 3,memotong duta arus ke nozzle meningkatkan beban panas, kerusakan muncung dini, memotong kualitas penurunan alami, bahkan tidak bisa memotong normal.Jadi arus pemotongan dan nozzle yang sesuai harus dipilih sesuai dengan ketebalan bahan sebelum memotong.
2, Kecepatan pemotongan: rentang kecepatan pemotongan terbaik sesuai peralatan ilustrasi dipilih atau diuji untuk menentukan, karena ketebalan bahan, bahan yang berbeda, titik leleh yang tinggi,Konduktivitas termal dan peleburan ketegangan permukaan dan faktor lainnya, kecepatan pemotongan juga perubahan yang sesuai. kinerja utama: 1, kecepatan pemotongan dapat ditingkatkan untuk meningkatkan kualitas pemotongan, yaitu sedikit sempit sayatan,permukaan sayatan lebih halus, dan dapat mengurangi deformasi. 2, kecepatan pemotongan terlalu cepat bahwa energi garis pemotongan lebih rendah dari nilai yang diperlukan,memotong jahitan di jet tidak bisa dengan cepat meleleh memotong meleleh segera meledak dan pembentukan seret yang lebih besar3, ketika kecepatan pemotongan terlalu rendah karena pemotongan adalah anode busur plasma,untuk menjaga stabilitas busur, titik anode atau daerah anode harus dari arc cutting jahitan baru-baru ini ditemukan di dekat tempat konduksi saat ini, pada saat yang sama akan melewati lebih banyak panas ke jet radial, sehingga membuat sayatan menjadi luas,di kedua sisi cetakan bahan cair di bagian bawah flange agregasi dan koagulasi, bentuknya tidak mudah dibersihkan slag tergantung, dan margin sayatan karena pemanasan yang berlebihan dan peleburan dan pembentukan filet.busur bahkan akan menempatkan keluarHal ini dapat dilihat bahwa kualitas pemotongan yang baik dan kecepatan pemotongan tidak dapat dipisahkan.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!