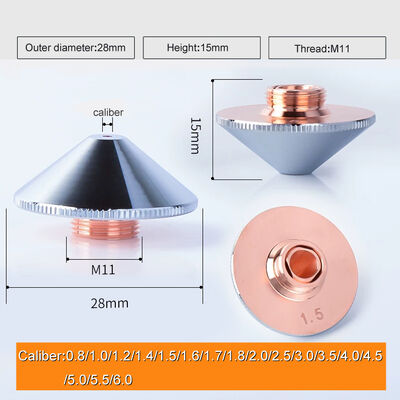
HSD130 Nozzle 220530 Untuk Mesin Pemotong Plasma
Perusahaan Shanghai ZhouBo Welding & Cutting Technology adalah produsen profesional bahan habis pakai pemotong plasma,Mesin pemotong plasma HSD130 aksesoris, bahan habis pakai plasma.HSD130aksesoris pemotongan plasma,HSD130bagian-bagian obor plasma. nozzle pemotong plasma hyperherm 220489, nozzle pemotong plasma 220492, nozzle 45A 220525, nozzle 50A 220530, elektroda hyperherm 220525, ujung pemotong plasma 220487, hyperhermHSD130putaran putaran 220529, 130A putaran putaran 220488, HSD130 Perisai 220532, 220536, 220491, tabung air pemotong plasma 220937. tutup penahan plasma 220578,
| Mesin |
HEC NO. |
REF Tidak. |
Deskripsi |
|
HSD 130
|
H03528 |
220528 |
Elektrode, ((Air) 45/ ((Oxygen) 50Amp |
| H02487 |
220487 |
Elektrode, ((Air) 130/ ((Oxygen) 130Amp |
| H03415 |
220415 |
Elektrod, 130Amp (N2,H35) |
| H73529 |
220529 |
Swirl Ring, ((Air) 45/ ((Oxygen) 50Amp |
| H72488 |
220488 |
Swirl Ring, udara 130/oksigen 130 ampere |
| H13525 |
220525 |
Nozzle, 45Amp (udara) |
| H13530 |
220530 |
Nozzle, 50Amp (oksigen) |
| H13492 |
220492 |
Nozzle, 130Amp (udara) |
| H13489 |
220489 |
Nozzle, 130Amp (oksigen) |
| H13535 |
220535 |
Nozzle,130Amp (N2,H35) |
| H33578 |
220578 |
Catatan atas 45/50/130Amp (udara, oksigen) |
| H33534 |
220534 |
Batas pengendalian 45/130Amp (N2 dan F5,H35) |
| H2O |
220532 |
Perisai, udara 45/oksigen 50 ampere |
| H22536 |
220536 |
Perisai, 130Amp (udara) |
| H22491 |
220491 |
Perisai, 130Amp (oksigen) |
| H03415 |
220415 |
Elektrod, 130Amp (N2,H35) |
| H03535 |
220535 |
Nozzle,130Amp (N2,H35) |
| H33534 |
220534 |
Batas pengendalian 45/130Amp (N2 dan F5,H35) |
Dukungan Teknis:
Teknologi pemotongan plasma
Meningkatkan kualitas pemotongan dari sepuluh langkah
7 pemotong obor dan benda kerja tegak lurus ke
Jika pemotong obor dan bahan tidak vertikal, akan memotong slot sudut. dari kedua sisi untuk memeriksa apakah obor dan sudut benda kerja 90 derajat.
8 konfirmasi arah pemotongan
Sisi yang baik selalu pada permukaan pemotongan sepanjang arah berjalan di sisi kanan obor (dengan asumsi penggunaan lingkaran pusaran adalah benar)
9 mengatur jarak busur awal
Dalam sistem pemotongan mekanis berdasarkan garis panduan jarak awal busur (lihat tabel Rev. Arc adjustment range), atur jarak busur awal secara manual.Regulator tegangan penguncian sangat diatur sampai pemotongan uji dan parameter lainnya ditentukan.
4, menyesuaikan kecepatan pemotongan
Pilih kecepatan pemotongan awal sesuai dengan diagram pemotongan dalam manual operasi Pertama potong dan amati sudut benda kerja pemotongan busur plasma.Dan kemudian menyesuaikan kecepatan pemotongan untuk mendapatkan sudut busur pemotongan yang benar.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!