Kjellberg Full Silver Electrode 11.844.921.300 T012Y Cathode Untuk Aksesoris Kjellberg Mesin pemotong plasma Kjellberg: HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i dan sebagainya
Mesin Kjellberg: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75W, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80 , Fine Focus450, Fine Focus800, Fine Focus900 dan sebagainya
Elektroda: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 dan seterusnya.
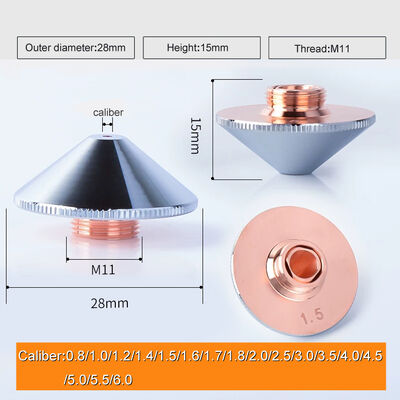
Nozzle: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2009, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X16, S2014, S2014 S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, G2006Y, G2207Y, G2008Y, G2009Y, G2009Y, G2009Y, G2010Y, G2011Y12, G2011, G2011 G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Shanghai ZhouBo perusahaan Teknologi Pengelasan & Pemotongan dapat menawarkan semua bahan habis pakai plasma untuk hyptertherm, Kjellberg, Esab, Koike, Komatsu, Thermadyne, seperti: elektroda, nozzle, perisai, cincin swirl, tutup dalam, penahan topi, tabung air, badan obor dan begitu seterusnya.
| Mesin | HEC NO. | Terima kasih. | Nomor referensi. | Deskripsi |
FineFocus 800
FineFocus 900
| K631730 | V4330 | 11.833.101.1550 | Swirl Gas Cap 3.0 |
| K631735 | V4335 | 11.833.101.155 | Tutup Gas Berputar 3.5 |
| K631740 | V4340 | 11.833.101.156 | Tutup Gas Swirl 4.0 |
| K631745 | V4345 | 11.833.101.157 | Tutup Gas Berputar 4.5 |
| K631750 | V4350 | 11.833.101.158 | Tutup Gas Swirl 5.0 |
| K631760 | V4360 | 11.833.101.159 | Tutup Gas Swirl 6.0 |
| K631860 | V4560 | 11.833.111.159 | Tutup Gas Swirl 6.0 |
| K42192 | T502 | 11.841.721.081 | Tutup Pelindung Percut 370.2 |
| K42202 | T522 | 11.836.921.271 | Swirl Gas Nozzle PerCut 370.2® |
| K42201 | T521 | 11.836.901.271 | Swirl Gas Nozzle PB-S77® / PB-S80® |
| K521230 | T3030 | 11.836.901.163 | Tutup Nozzle (12x1,5 30 ° cw) |
| K521245 | T3045 | 11.836.901.164 | Tutup Nozzle (12x1,5 45 ° cw) |
| K521345 | T3145 | 11.836.901.1641 | Tutup Nozzle (12x1,5 45 ° ccw) |
| K521260 | T3060 | 11.836.901.165 | Tutup Nozzle (12x1,5 60 ° cw) |
| K521360 | T3160 | 11.836.901.1651 | Tutup Nozzle (12x1,5 60 ° ccw) |
| K12715 | T2115Y | 11.846.921.415 | Nozzle O2 120A |
| K12720 | T2120Y | 11.846.921.420 | Nozzle O2 200A |
| K12725 | T2125Y | 11.846.921.425 | Nozzle O2 250A |
| K12727 | T2127Y | 11.846.921.427 | Nozzle O2 300A |
| K12730 | T2130Y | 11.846.921.430 | Nozzle O2 360A |
| k11025 | T2525 | .11.836.911.625 | Nozzle T2525 ArH2 280A 2.5mm |
| k11027 | T2527 | .11.836.911.627. | Nozzle T2527 ArH2 360A 2.7mm |
| k1927 | T2427 | .11.846.911.627 | Nozzle T2427 ArH2 360A 2,7mm |
| k1929 | T2429 | .11.846.911.629 | Nozzle T2429 ArH2 440A 2,9mm |
| K7244 | T104 | 11.836.921.1542 | Cincin Pusaran (3x0,4 cw) |
| K7241 | T101 | 11.836.921.153 | Cincin Pusaran (6x0,8 cw) |
| K7251 | T111 | 11.836.921.1531 | Cincin Pusaran (6x0,8 ccw) |
| K7242 | T102 | 11.836.921.154 | Cincin Pusaran (3x0,8cw) |
| K7252 | T112 | 11.836.921.1541 | Cincin Pusaran (3x0,6 ccw) |
| K0212 | T012Y | 11.844.921.300-AG | Elektroda Perak |
| K0102 | S002Y | 11.843.021.320-AG | Katoda, Ag |
| K0112 | S012X | 11.843.121.310-AG | Katoda, Ag |
| K0122 | S042 | 11.842.411.510 | Cathode, HiFinox® (i) |
| K0132 | S052 | 11.842.511.510 | Cathode, FineFocus® (i) |
| K0221 | T051 | | |
| K92211 | T901 | 11.844.901.152 | Tabung pendingin |
| K93221 | V951 | 11.828.911.230 | Tabung pendingin |
Dukungan teknis:
Faktor utama yang menyebabkan pemborosan baja dan persediaan yang serius
1. Sistem kontrol numerik tidak stabil: pengguna dalam pembelian mesin pemotong CNC Pemilihan sistem CNC, membabi buta mengejar konfigurasi tinggi komputer sipil, pemilihan sistem windows, CPU frekuensi tinggi dan hard disk, mengabaikan stabilitas sistem kontrol numerik yang digunakan dalam industri. Karena frekuensi tinggi CPU dan daya hard disk, nilai kalor tinggi, terutama di musim panas, sistem panas panas internal CNC, sehingga sistem CNC dan mesin pemotong tidak berfungsi, harus menggunakan sistem kontrol numerik untuk kipas pendingin industri. Selain itu, CPU frekuensi tinggi harus dilengkapi dengan kipas, dan kipas mudah aus, kehidupan terbatas, mudah menyebabkan kerusakan CPU dan motherboard, kerusakan getaran hard disk ke trek dan virus menular akan menyebabkan ketidakstabilan sistem NC, yang mengarah pada pengurangan stagnasi produksi.
. tanpa menggunakan perangkat lunak bersarang: dalam pembelian mesin pemotong CNC tidak membeli perangkat lunak optimasi bersarang, hanya penggunaan perangkat lunak CAD dan perangkat lunak konversi NC, gambar dan file pemotongan NC, atau disebut sistem NC di perpustakaan bagian, di sistem NC DXF atau file manual proses NC bersarang, pemotongan lokal, mesin pemotong CNC sebagian besar waktu dalam pemrograman menunggu bersarang dalam keadaan siaga, sangat mengurangi kontrol numerik efisiensi produksi mesin pemotong, juga karena pemotongan pelat baja lokal, menghasilkan sejumlah besar bahan surplus atau baja berlebih, baja mengarah ke limbah serius.
3. Tidak dapat mencapai pemotongan otomatis: sistem CNC tanpa proses pemotongan otomatis dan basis data parameter pemotongan, pekerja pemotongan hanya dapat berdasarkan pengalaman dan mengamati mata, dengan secara manual menyesuaikan dan mengendalikan meninju, kecepatan potong dan percepatan dan perlambatan sudut, tidak dapat mencapai perforasi otomatis dan pemotongan otomatis, efisiensi produksi mesin pemotong CNC tidak dapat memainkan peran yang efektif.
4. Panas pemotongan tunggal dan deformasi pemotongan: adalah setiap bagian untuk perforasi dipanaskan dan salah satu pemotongan, tanpa menggunakan tepi, tepi pinjaman, menjembatani pemotongan terus menerus, cara pemotongan, tidak hanya rentan terhadap deformasi pemotongan panas dan waktu perforasi api yang dipanaskan sebelumnya- mengkonsumsi bahan habis pakai, efisiensi pemotongan yang rendah, dapat memotong limbah mulut dengan serius.
5. Masalah kualitas pemotongan: bagian timah, seperti bekas luka bakar titik potong, bagian pembakaran sudut, kemiringan permukaan potong berlebihan, pemotongan lingkaran bagian deformasi atau tidak tertutup, pemotongan benda kerja ukuran besar terjadi kesalahan serius, deformasi pemotongan seperti penutupan masalah kualitas pemotongan yang parah.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!