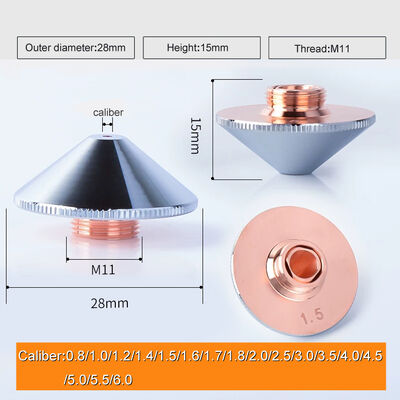
.11.845.401.1622 M3028 Plasma Torch Nozzle Cap Untuk Mesin Plasma Kjellberg Shanghai ZhouBo Welding & Cutting Technology adalah produsen profesional elektroda sekali pakai plasma, nozzle, perisai, cincin pusaran, tutup bagian dalam, penahan topi, tabung air, badan obor dan sebagainya. Kami memiliki pengalaman puluhan tahun untuk mengekspor banyak negara, dan produk kami sangat kompetitif di dunia.
Tutup nozzle: M3004, M3008, M3028, S3004, S3008, S3018, S3028, T330, T3045, T3045, T3145, T3060, T3160, T3208, T3209, T3219, T3228, R3004, R3008, R3018, G30, G30, G30, G30, G30, G30, G30, G30, G30
Tutup Pelindung: Z501, T502, T503, V502, T522, G3209, G3219, G3249
Panduan gas: Z101, Z102, Z111, Z111A, G101, G102, G121, G125
Tabung Air: T901, V931, PB-S75, PB-S46 / 47, .11.842.601.152, G931
Shanghai ZhouBo perusahaan Teknologi Pengelasan & Pemotongan dapat menawarkan semua bahan habis pakai plasma untuk hyptertherm, Kjellberg, Esab, Koike, Komatsu, Thermadyne, seperti: elektroda, nozzle, perisai, cincin swirl, tutup dalam, penahan topi, tabung air, badan obor dan begitu seterusnya.


| Mesin | HEC NO. | Terima kasih. | Nomor referensi. | Deskripsi |
HiFocus 80i | K60191 | Z501 | 11.835.201.081 | Tutup Pelindung |
| K601515 | Z4015 | .11.835.201.1561 | Swirlgas Cap 1.5mm |
| K601520 | Z4020 | 11.835.201.1571 | Swirlgas Cap 2.0mm |
| K601522 | Z4022 | .11.835.201.1551 | Swirlgas Cap 2.2mm |
| K601525 | Z4025 | .11.835.201.1581 | Swirlgas Cap 2.5mm |
| K601530 | Z4030 | .11.835.201.1591 | Swirlgas Cap 3.0mm |
| K551204 | M3004 | .11.845.401.160 | Tutup Nozzle 0.4mm |
| K551208 | M3008 | .11.845.401.162 | Tutup Nozzle 0.8mm |
| K551228 | M3028 | .11.845.401.1622 | Tutup Nozzle 0.8mm |
| K15606 | M2006 | .11.845.421.406 | Nozzle 0.6mm |
| K15607 | M2007 | .11.845.421.407 | Nozzle 0.7mm |
| K15608 | M2008 | .11.845.421.408 | Nozzle 0.8mm |
| K15609 | M2009 | .11.845.421.409 | Nozzle0.9 70 / 80A |
| K15610 | M2010 | .11.845.421.410 | Nozzle1.0 80A |
| K15712 | M2112 | .11.845.521.412 | Nozzle1.2 80A |
| K7041 | Z101 | .11.835.221.153 | Tutup Pengarah Gas 0.4mm (3x cw) |
| K7042 | Z102 | .11.835.221.154 | Tutup Pelindung Gas 0,4 Z101 (2x cw) |
| K7051 | Z111 | .11.834.321.153 | Tutup Pemandu Gas PB-S4x |
| K7051A | Z111A | .11.835.421.303 | Ring Jarak |
| K0502 | M002 | .11.845.421.310 | Cathode, Ag O2 XL |
| K0512 | M012 | .11.845.521.310 | Cathode, Ag O2 XL |
| K0501 | M001 | .11.845.401.300 | Katoda, Ag |
| K0511 | M011 | .11.845.501.300 | Katoda, Ag |
Dukungan teknis:
Faktor utama yang menyebabkan pemborosan baja dan persediaan yang serius
A. Sistem kontrol numerik tidak stabil: pengguna dalam pembelian mesin pemotong CNC Pemilihan sistem CNC, membabi buta mengejar konfigurasi tinggi komputer sipil, pemilihan sistem windows, CPU frekuensi tinggi dan hard disk, mengabaikan stabilitas sistem kontrol numerik yang digunakan dalam industri. Karena frekuensi tinggi CPU dan daya hard disk, nilai kalor tinggi, terutama di musim panas, sistem panas panas internal CNC, sehingga sistem CNC dan mesin pemotong tidak berfungsi, harus menggunakan sistem kontrol numerik untuk kipas pendingin industri. Selain itu, CPU frekuensi tinggi harus dilengkapi dengan kipas, dan kipas mudah aus, kehidupan terbatas, mudah menyebabkan kerusakan CPU dan motherboard, kerusakan getaran hard disk ke trek dan virus menular akan menyebabkan ketidakstabilan sistem NC, yang mengarah pada pengurangan stagnasi produksi.
B. tanpa menggunakan perangkat lunak bersarang: dalam pembelian mesin pemotong CNC tidak membeli perangkat lunak optimasi bersarang, hanya menggunakan perangkat lunak CAD dan perangkat lunak konversi NC, menggambar dan memotong file NC, atau disebut sistem NC di perpustakaan bagian , dalam sistem NC DXF atau file manual proses NC bersarang, pemotongan lokal, mesin pemotong CNC sebagian besar waktu dalam pemrograman menunggu bersarang dalam keadaan siaga, sangat mengurangi kontrol numerik efisiensi produksi mesin pemotong, juga karena pelat baja lokal pemotongan, menghasilkan sejumlah besar bahan surplus atau baja berlebih, baja mengarah ke limbah serius. Tidak dapat mencapai pemotongan otomatis: sistem CNC tanpa proses pemotongan otomatis dan basis data parameter pemotongan, pekerja pemotongan hanya dapat berdasarkan pengalaman dan mengamati mata, dengan secara manual menyesuaikan dan mengendalikan pukulan, kecepatan dan percepatan sudut dan perlambatan sudut, tidak dapat mencapai perforasi otomatis dan pemotongan otomatis, efisiensi produksi mesin pemotong CNC tidak dapat memainkan peran yang efektif.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!