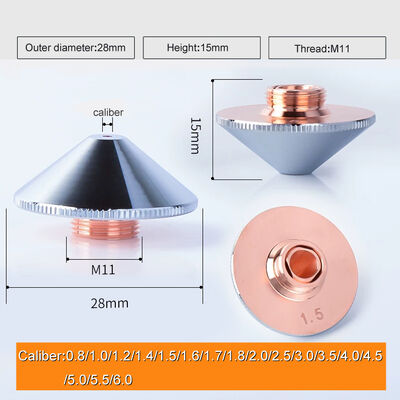
Kjellberg Hifocus Accessories .11.848.401.1555 G4355 Swril Gas Cap Untuk Mesin Pemotong Plasma Dalam beberapa tahun terakhir, kami telah dijual di banyak negara dan wilayah di Eropa dan Asia dan mendapatkan reputasi baik secara luas dengan kualitas yang sangat baik. Untuk memenuhi kebutuhan pelanggan dan meningkatkan kualitas produk, perusahaan kami telah merealisasikan produksi otomatisasi kontrol numerik pemrosesan mekanis, dan telah berkomitmen untuk memproduksi produk dengan kualitas terbaik.
Perusahaan kami mengadopsi mode manajemen modern dan mengabdikan dirinya untuk desain kinerja tinggi baru dan produksi peralatan pengelasan & pemotongan, dengan inovasi keunggulan teknik terus menerus. dengan semangat "Menjadi jujur dan pragmatis, melakukan upaya perintis dan mencari kesempurnaan dengan ketekunan."
Komitmen perusahaan: memikirkan apa yang dipikirkan pelanggan, mengkhawatirkan apa yang pelanggan khawatirkan, dalam pengiriman waktu dan layanan pelacakan tinggi.
| Mesin | HEC NO. | Terima kasih. | Nomor referensi. | Deskripsi |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Besi tahan karat)
| K94231 | G971 | .11.848.211.142 | Tabung pendingin |
| K0424 | G044 | 11.848.211.530 | Katoda |
| K0422 | G042 | .11.848.211.510 | Katoda ArH2 |
| K7441 | G101 | .11.848.221.145 | Panduan gas |
| K14610 | G2010 | .11.848.221.410 | Nozzle O2 80A |
| K541208 | G3008 | .11.848.201.1608 | Tutup nozzle |
| K541218 | G3018 | .11.848.201.1618 | Tutup nozzle |
| K641522 | G4022 | .11.848.201.1522 | Tutup gas pusaran |
| K641525 | G4025 | .11.848.201.1525 | Tutup gas pusaran |
| K0432 | G052 | .11.848.311.510 | Katoda |
| K7445 | G105 | .11.848.221.149 | Panduan gas |
| K141016 | G2516 | .11.848.311.616 | Nozzle |
| K641830 | G4530 | .11.848.311.1530 | Tutup gas pusaran |
| K44191 | G501 | .11.848.201.081 | Topi pelindung |
| K04261 | G071 | .11.848.411.500 | Katoda ArH2 |
| K74255 | G125 | .11.848.421.149 | Panduan gas |
| K141125 | G2725 | .11.848.411.625 | Nozzle ArH2 |
| K141127 | G2727 | .11.848.411.627 | Nozzle ArH2 |
| K141129 | G2729 | .11.848.411.629 | Nozzle ArH2 |
| K541409 | G3209 | .11.848.401.1609 | Tutup nozzle |
| K541419 | G3219 | .11.848.401.1619 | Tutup nozzle |
| K541429 | G3229 | .11.848.401.1629 | Tutup nozzle |
| K541449 | G3249 | .11.848.401.1649 | Tutup nozzle |
| K641735 | G4330 | .11.848.401.1530 | Tutup gas pusaran |
| K641745 | G4335 | .11.848.401.1535 | Tutup gas pusaran |
| K641740 | G4340 | .11.848.401.1540 | Tutup gas pusaran |
| K641745 | G4345 | .11.848.401.1545 | Tutup gas pusaran |
| K641750 | G4350 | .11.848.401.1550 | Tutup gas pusaran |
| K641755 | G4355 | .11.848.401.1555 | Tutup gas pusaran |
| K44201 | G521 | .11.848.401.081 | Topi pelindung |
| K94211 | G901Y | .11.848.201.142 | Tabung air |
| K94212 | G902Y | .11.852.201.142 | Tabung air |
| K94241 | G931Y | .11.848.401.142 | Tabung air |
Dukungan teknis:
analisis kesalahan busur potong plasma
1. memotong nosel obor dan elektroda
Karena pemasangan nozzle tidak tepat, seperti ulir tidak dikencangkan, peralatan dari setiap blok sedikit penyesuaian yang tidak tepat, memerlukan air pendingin obor di tempat kerja, tidak sesuai dengan persyaratan aliran ke dalam air pendingin dan busur yang sering menyebabkan kegagalan nosel prematur. Solusinya, sesuai dengan kebutuhan teknologi pemotongan benda kerja dan penyesuaian peralatan peralatan yang benar, periksa nozel obor dipasang dengan kuat, melalui nozzle air pendingin harus dibuat terlebih dahulu dalam sirkulasi air pendingin ke atas. Saat memotong, memotong obor dan penyesuaian ketebalan benda kerja sesuai dengan jarak benda kerja.
2. Tegangan input AC terlalu rendah
Mesin pemotong plasma yang menggunakan situs ini memiliki fasilitas penggunaan daya yang besar, komponen rangkaian utama mesin pemotong internal, dll., Akan membuat tegangan input AC terlalu rendah. Solusinya adalah memeriksa apakah ada cukup kapasitas jalur catu daya untuk memenuhi persyaratan saluran listrik dari jalur catu daya di mesin pemotong plasma. Lokasi pemasangan mesin pemotong plasma, harus jauh dari peralatan listrik besar dan sering memiliki tempat gangguan listrik. Dalam penggunaan proses, untuk secara teratur membersihkan debu dan kotoran pada komponen dalam mesin pemotong, periksa apakah fenomena penuaan kawat, dll.
3. kawat tanah dan kontak benda kerja
Membumikan adalah persiapan penting sebelum memotong. Tanpa alat pembumian khusus, permukaan benda kerja dengan isolasi dan penggunaan jangka panjang dari kawat tanah yang serius, dll., Akan membuat bumi dan benda kerja bersentuhan. Solusi: gunakan alat pentanahan khusus, dan periksa apakah efek isolasi dari tanah dan kontak permukaan benda kerja, hindari penggunaan kawat pentanahan yang menua.
4. generator percikan tidak dapat secara otomatis terputus
Pekerjaan mesin pemotong plasma, pertama-tama untuk menyalakan busur plasma, oleh gas bersemangat osilator frekuensi tinggi antara elektroda dan dinding bagian dalam nosel, menghasilkan pembuangan frekuensi tinggi, ionisasi gas dan pembentukan busur kecil lokal, busur kecil dengan udara tekan, dikeluarkan dari nozzle untuk menyalakan busur plasma. Ini adalah generator percikan tugas utama. Dalam keadaan normal, waktu kerja generator percikan hanya 0. 5 ~ 1s, tidak dapat secara otomatis memotong alasan untuk komponen papan sirkuit kontrol umum, celah elektroda pelepasan antara generator percikan tidak sesuai. Solusi: harus selalu memeriksa elektroda pelepasan generator percikan, sehingga permukaannya halus, penyesuaian tepat waktu dari celah elektroda pelepasan generator percikan (0. 8 ~ 1. 2mm), jika perlu, ganti panel kontrol.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!