Kjellberg Hifocus Swril Gas Cap .11.848.201.1540 G4040 Untuk Mesin Pemotong Plasma Konsumabel Nozzle: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2009, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X16, S2014, S2014 S012X, S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, G2006Y, G2207Y, G2008Y, G2009Y, G2009Y, G2009Y, G2010Y, G2011Y12, G2011, G2011 G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Dalam beberapa tahun terakhir, kami telah dijual di banyak negara dan wilayah di Eropa dan Asia dan mendapatkan reputasi yang baik secara luas dengan kualitas yang sangat baik. Untuk memenuhi kebutuhan pelanggan dan meningkatkan kualitas produk, perusahaan kami telah merealisasikan produksi otomatisasi kontrol numerik pemrosesan mekanis, dan berkomitmen untuk memproduksi produk dengan kualitas terbaik. Perusahaan kami mengadopsi mode manajemen modern dan mengabdikan dirinya untuk desain kinerja tinggi baru dan produksi peralatan pengelasan & pemotongan, dengan inovasi keunggulan teknik berkelanjutan. Semua staf kami berusaha untuk mewujudkan tujuan "Buat Merek Cina, Bangun Perusahaan Kelas Satu", dengan semangat "Menjadi jujur dan pragmatis, melakukan upaya perintis dan mencari kesempurnaan dengan ketekunan."
| Mesin | HEC NO. | Terima kasih. | Nomor referensi. | Deskripsi |
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Besi tahan karat)
| K94231 | G971 | .11.848.211.142 | Tabung pendingin |
| K0424 | G044 | 11.848.211.530 | Katoda |
| K0422 | G042 | .11.848.211.510 | Katoda ArH2 |
| K7441 | G101 | .11.848.221.145 | Panduan gas |
| K14610 | G2010 | .11.848.221.410 | Nozzle O2 80A |
| K541208 | G3008 | .11.848.201.1608 | Tutup nozzle |
| K541218 | G3018 | .11.848.201.1618 | Tutup nozzle |
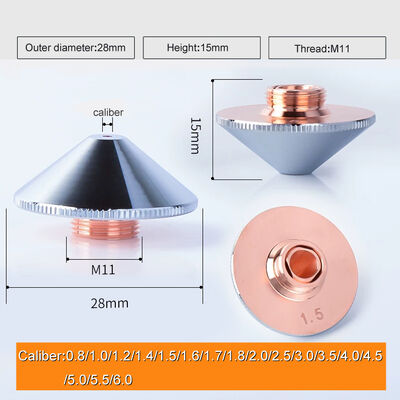
| K641522 | G4022 | .11.848.201.1522 | Tutup gas pusaran |
| K641525 | G4025 | .11.848.201.1525 | Tutup gas pusaran |
| K0432 | G052 | .11.848.311.510 | Katoda |
| K7445 | G105 | .11.848.221.149 | Panduan gas |
| K141016 | G2516 | .11.848.311.616 | Nozzle |
| K641830 | G4530 | .11.848.311.1530 | Tutup gas pusaran |
| K44191 | G501 | .11.848.201.081 | Topi pelindung |
| K04261 | G071 | .11.848.411.500 | Katoda ArH2 |
| K74255 | G125 | .11.848.421.149 | Panduan gas |
| K141125 | G2725 | .11.848.411.625 | Nozzle ArH2 |
| K141127 | G2727 | .11.848.411.627 | Nozzle ArH2 |
| K141129 | G2729 | .11.848.411.629 | Nozzle ArH2 |
| K541409 | G3209 | .11.848.401.1609 | Tutup nozzle |
| K541419 | G3219 | .11.848.401.1619 | Tutup nozzle |
| K541429 | G3229 | .11.848.401.1629 | Tutup nozzle |
| K541449 | G3249 | .11.848.401.1649 | Tutup nozzle |
| K641735 | G4330 | .11.848.401.1530 | Tutup gas pusaran |
| K641745 | G4335 | .11.848.401.1535 | Tutup gas pusaran |
| K641740 | G4340 | .11.848.401.1540 | Tutup gas pusaran |
| K641745 | G4345 | .11.848.401.1545 | Tutup gas pusaran |
| K641750 | G4350 | .11.848.401.1550 | Tutup gas pusaran |
| K641755 | G4355 | .11.848.401.1555 | Tutup gas pusaran |
| K44201 | G521 | .11.848.401.081 | Topi pelindung |
| K94211 | G901Y | .11.848.201.142 | Tabung air |
| K94212 | G902Y | .11.852.201.142 | Tabung air |
| K94241 | G931Y | .11.848.401.142 | Tabung air |
Dukungan teknis:
Pemotongan plasma adalah proses yang memotong bahan konduktif secara elektrik dengan menggunakan jet plasma panas yang dipercepat. Bahan khas yang dipotong oleh proses ini termasuk baja, aluminium, kuningan dan tembaga meskipun logam konduktif lainnya dapat dipotong juga. Pemotongan plasma sering digunakan di toko fabrikasi dan pengelasan, perbaikan dan restorasi otomotif, konstruksi industri, penyelamatan, dan operasi pembongkaran. Karena kecepatan tinggi, pemotongan presisi, dikombinasikan dengan biaya operasi yang rendah, pemotongan plasma melihat penggunaan luas dari aplikasi CNC industri skala besar hingga ke toko-toko penghobi kecil.
Proses:
Proses pemotongan plasma dasar melibatkan pembuatan saluran listrik gas terionisasi yaitu plasma dari pemotong plasma itu sendiri, melalui benda kerja yang akan dipotong, sehingga membentuk sirkuit listrik lengkap kembali ke pemotong plasma melalui penjepit pembumian. Ini dilakukan dengan gas terkompresi (oksigen, udara, lembam dan lainnya tergantung pada bahan yang dipotong) yang dihembuskan melalui nosel terfokus dengan kecepatan tinggi ke arah benda kerja. Busur listrik kemudian dibentuk di dalam gas, antara elektroda dekat atau diintegrasikan ke dalam nosel gas dan benda kerja itu sendiri. Busur listrik mengionisasi sebagian gas, sehingga menciptakan saluran plasma konduktif secara elektrik. Saat listrik dari obor pemotong bergerak turun ke plasma ini, ia menghasilkan panas yang cukup untuk meleleh melalui benda kerja. Pada saat yang sama, banyak plasma berkecepatan tinggi dan gas terkompresi meniup logam cair panas, dengan demikian memisahkan yaitu memotong benda kerja.
Pemotongan plasma adalah cara yang efektif untuk memotong bahan yang tipis dan tebal. Obor genggam biasanya dapat memotong pelat baja setebal 38 mm, dan obor yang dikendalikan oleh komputer dapat memotong baja setebal 150 mm. [1] Karena pemotong plasma menghasilkan "kerucut" yang sangat panas dan sangat lokal untuk dipotong, mereka sangat berguna untuk memotong lembaran logam dalam bentuk melengkung atau miring.
Keamanan:
Pelindung mata yang tepat (tetapi bukan kacamata las gas karena ini tidak memberikan perlindungan UV) dan pelindung wajah diperlukan untuk mencegah kerusakan mata yang disebut mata busur serta kerusakan dari puing-puing, sesuai dengan Arc Welding. Dianjurkan untuk menggunakan kacamata pengaman lensa hijau # 8 atau # 9 untuk memotong agar retina tidak "berkedip" atau terbakar. OSHA merekomendasikan warna 8 untuk Arc Current kurang dari 300, tetapi mencatat bahwa "Nilai-nilai ini berlaku di mana busur yang sebenarnya terlihat jelas. Pengalaman telah menunjukkan bahwa filter yang lebih ringan dapat digunakan ketika busur disembunyikan oleh benda kerja."
Sarung tangan kulit, celemek dan jaket juga direkomendasikan untuk mencegah luka bakar dari percikan api dan puing-puing.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!