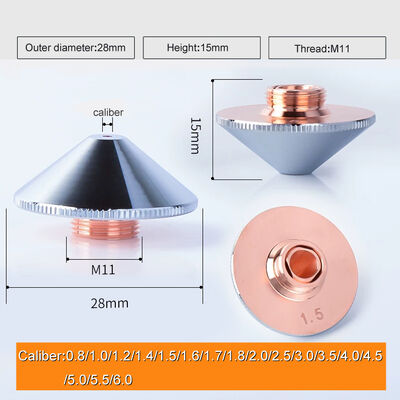
Plasma Cutter Nozzle PK030067 2.3R Untuk Koike Super 400 Plasma Cutter Aksesoris Mesin Kami adalah produsen profesional bahan habis pakai pemotong plasma.
Kepuasan pelanggan Jika Anda khawatir tentang kualitas produk kami, saya dapat memberikan beberapa sampel untuk diuji secara gratis. Harap jangan ragu untuk menghubungi kami jika Anda memiliki pertanyaan atau masalah sebelum atau setelah pembelian Anda. Kami berkomitmen untuk kepuasan 100% Anda.
Pengiriman dan menyerahkan 1. DHL adalah metode pengiriman pilihan kami. Sementara itu TNT, EMS, Fedex, UPS tersedia.
2. Pastikan untuk meninggalkan nomor telepon ketika mengisi informasi pembeli Anda.
3. Anda dapat memeriksa barang-barang di mana ia dalam perjalanan melalui pelacakan NO.
Pengembalian Uang (Hanya Echange) 1.Jika Anda tidak puas dengan pembelian Anda, Anda dapat menggemakan item yang diterima. Anda harus menghubungi kami dalam waktu 5 hari sejak diterimanya
dari pesanan anda. Dan Anda harus membayar semua biaya pengiriman tambahan yang terjadi dan barang yang dikembalikan harus disimpan dalam aslinya
status.
2.Jika Anda ingin echange barang yang dikirim cacat atau tidak benar, silakan hubungi kami dalam waktu 5 hari setelah menerima barang.
Catatan 1. Pembeli bertanggung jawab atas segala asuransi yang Anda anggap perlu.
2. Waktu pemrosesan untuk pesanan tertentu bervariasi dengan jenis produk dan status persediaan. Biasanya, waktu pemrosesan bisa 3 hingga 15 hari kerja.
| Mesin | HEC NO. | Nomor referensi. | Deskripsi |
Super 400 | X08027 | PK031027 | Elektroda "A" |
| X08459 | PK40008459 | Elektroda "P" |
| X1823L | PK030069 | Nozzle, 2.3L |
| X1823R | PK030067 | Nozzle, 2.3R |
| X1825L | PK030062 | Nozzle, 2.5L |
| X1825R | PK030060 | Nozzle, 2.5R |
| X1830R | PK030063 | Nozzle, 3.0R |
| X1830L | PK030061 | Nozzle, 3.0L |
| X78204R | PK031204 | Swirl Ring "R" |
| X78205L | PK031205 | Swirl Ring "L" |
| X48360 | PK031360 | Penahan Cap 400-OPS |
| X48324 | PK031324 | Topi Penahan 401/402-OPS |
| X48336 | PK031336 | Topi Penahan 600-OPS |
| X28323 | PK031323 | Melindungi |
| X28332 | PK031332 | Lindungi 600-OPS |
| X98152 | PK405152 | Pipa air |
| X88709 | PK031709 | Tubuh Obor 400-OPS |
| X88744 | PK031744 | Tubuh Obor 401-OPS |
| X88738 | PK031738 | Tubuh Obor 402-OPS |
| X88054 | PK40005054 | Tubuh Obor 600-OPS |
Dukungan teknis:
Masalah mesin pemotong plasma perlu diperhatikan
Pemilihan parameter pemotongan mesin pemotong plasma CNC sangat penting untuk kualitas pemotongan, kecepatan potong, dan efisiensi. Penggunaan mesin plasma CNC yang benar untuk parameter proses pemotongan cepat dan berkualitas tinggi harus dipahami dan dikuasai secara mendalam.
Arus pemotongan: ini adalah parameter proses pemotongan yang paling penting, langsung menentukan ketebalan dan kecepatan pemotongan, yaitu, kemampuan memotong. Efek: 1, memotong kenaikan arus, peningkatan energi busur, kemampuan memotong, kecepatan potong meningkat; 2, memotong arus meningkat, meningkatkan diameter kasar busur variabel membuat lebar sayatan; 3, memotong duta besar saat ini ke nozzle meningkatkan beban panas, kerusakan prematur nozzle, kualitas pemotongan penurunan alami, bahkan tidak dapat memotong normal. Jadi arus pemotongan dan nosel yang sesuai harus dipilih sesuai dengan ketebalan bahan sebelum memotong.
1, argon pada suhu tinggi dan hampir tidak ada reaksi terhadap logam apa pun, busur plasma argon sangat stabil. Nozzle dan elektroda yang digunakan memiliki masa pakai yang tinggi. Tetapi tegangan busur argon plasma rendah, nilai entalpi tidak tinggi, kemampuan memotong terbatas, dan ketebalan pemotongan akan berkurang sekitar 25% dibandingkan dengan udara. Selain itu, tegangan permukaan logam cair lebih besar daripada di lingkungan gas nitrogen, yang sekitar 30% lebih tinggi daripada di lingkungan gas nitrogen. Bahkan jika penggunaan argon dan campuran gas lainnya akan memiliki kecenderungan untuk menempel. Oleh karena itu, pemotongan plasma argon murni jarang digunakan sendirian. hidrogen sering sebagai gas bantu dan aksi pencampuran gas lainnya, seperti gas H35 yang terkenal (fraksi volume hidrogen adalah 35%, sisa argon) adalah salah satu pemotongan busur plasma gas terkuat, pengayaan utama hidrogen. Karena hidrogen secara signifikan dapat meningkatkan tegangan busur, jet plasma hidrogen memiliki nilai entalpi tinggi, ketika dicampur dengan argon, kemampuan pemotongan jet plasma sangat meningkat. Umumnya lebih dari 70mm ketebalan bahan logam, argon + hidrogen biasa digunakan sebagai gas cutting. Jika water jet digunakan untuk lebih mengompres busur plasma argon + hidrogen, efisiensi pemotongan yang lebih tinggi dapat diperoleh. nitrogen digunakan sebagai gas yang bekerja, di bawah kondisi tegangan yang lebih tinggi dan busur plasma nitrogen memiliki stabilitas yang lebih baik dan lebih tinggi daripada tenaga jet gas argon, bahkan jika memotong bahan viskositas logam cair seperti stainless steel dan paduan dasar nikel, sayatan rendah kuantitas slag menggantung sedikit. Nitrogen dapat digunakan sendiri, juga dapat digunakan dengan campuran gas lainnya, seperti pemotongan otomatis sering menggunakan udara atau nitrogen sebagai gas yang bekerja, gas telah menjadi standar kecepatan tinggi memotong gas baja karbon. Terkadang nitrogen juga digunakan sebagai gas busur dalam pemotongan busur plasma.
abc.pdf

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!